収縮不良の実例分析(3)
Aug 23, 2019
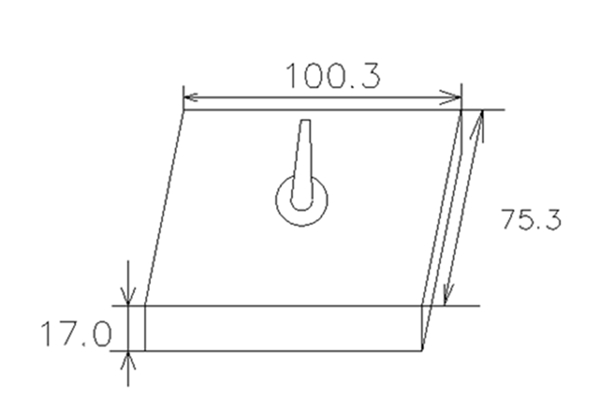
今日は、ヒケの 3 番目のケースについて引き続き議論し、ヒケの問題に直面したときにどうするかを示します。 1.基本情報:PC複合透明ブロック、収縮率が低い 2.説明:保圧時間が十分でないのに、射出圧力を上げるとフラッシュが発生しやすくなります。 3. 改善:保持圧力時間を長くする(圧力6MPaで7秒以上圧力を保持すると、収縮の問題が改善されます)。 保持時間3秒では収縮が見られます。7秒では収縮は見られません。 正しい保持圧力時間を決定する方法: 1. 保持圧力の時間を少し長めに設定します。 2. 圧力を上げて、縮まないときの圧力を確認します。 3. 保圧を決定した後、保圧時間を徐々に短くしてゲートシール時間を求めます。このとき、成形品の外観と重量を継続的に確認できます。 4. 保持圧力時間をゲートシール時間の上限と下限の浮上範囲の1〜2秒に設定します。 ゲートの密閉時間を確認するにはどう...