











当社は、射出成形金型部品の設計・製造サービスを幅広く提供しており、射出成形金型分野で20年以上の実績があります。すべてのプロジェクトにおいて、金型設計、金型流動解析、金型加工、そして金型製造がスムーズに進むよう、一連のテストレポートをレビューし、製品の品質を保証するため、DFMからPFMまでの作業フローを構築します。当社は、金型製造フロー、製品品質保証、納期厳守に誇りを持っており、お客様のプロジェクトをサポートする専門エンジニアチームを擁しています。これにより、お客様は安心してプロジェクトを進めることができます。
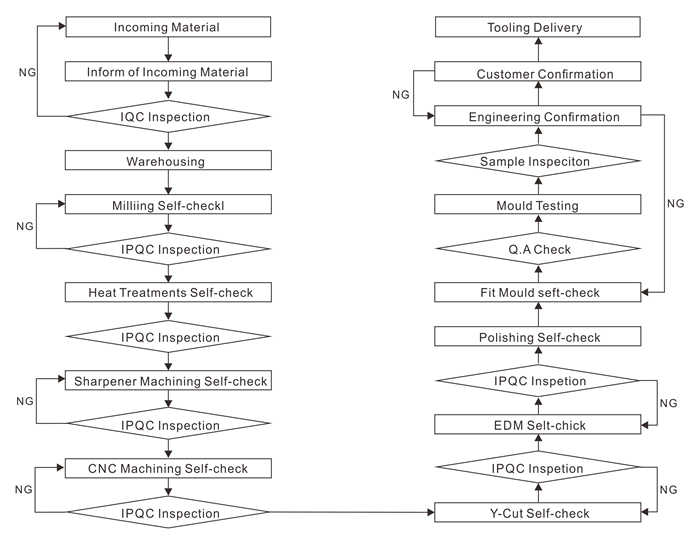
金型製造部門と品質システム手順
プラスチック金型設計ガイドライン
サイズ
成形可能な最大部品外形は約18.9インチ(480mm)×29.6インチ(751mm)で、これは約175平方インチ(1,129平方センチメートル)に相当します。部品の最大容積は約59立方インチです。深さは、パーティングラインから3度の抜き勾配で最大4インチ(101mm)まで、またはパーティングラインが部品の中央(内側と外側)を通過する場合は合計最大8インチ(202mm)までです。これより深い部品は、より小さな外形に制限されます。
下書き
金型の開口部の動きと平行にならないように部品の面にテーパーをつけることを抜き勾配といいます。抜き勾配は、部品が金型から排出される際に削り取られて損傷するのを防ぎます。推奨抜き勾配:
すべての垂直面で 0.5 度にすることを強くお勧めします。
ほとんどの状況では 2 度で十分機能します。
遮断には 3 度が最小です (金属同士が滑る)。
軽いテクスチャ(PM-T1)には3度必要です。
重質感(PM-T2)には5度以上必要。
許容範囲
通常、Proto Labs は、±.003 インチ (0.08 mm) の加工公差を維持できますが、含まれる樹脂公差は ±.002 インチ/インチ (0.002 mm/mm) 以上になります。
壁の厚さ
射出成形部品では、適切な(かつ均一な)肉厚を保つことで、ヒケや反りなどの潜在的な問題を回避できます。推奨される肉厚は材料によって異なります。
| 樹脂 | インチ |
| ABS | 0.045 - 0.140 |
| アセタール | 0.030 - 0.120 |
| アクリル | 0.025 - 0.500 |
| 液晶ポリマー | 0.030 - 0.120 |
| 長繊維強化プラスチック | 0.075 - 1.000 |
| ナイロン | 0.030 - 0.115 |
| ポリカーボネート | 0.040 - 0.150 |
| ポリエステル | 0.025~0.125 |
| ポリエチレン | 0.030 - 0.200 |
| ポリフェニレンサルファイド | 0.020 - 0.180 |
| ポリプロピレン | 0.025 - 0.150 |
| ポリスチレン | 0.035 - 0.150 |
| ポリウレタン | 0.080 - 0.750 |
表面仕上げ:プロトラブズでは、射出成形部品向けに様々な標準仕上げをご用意しております。現在、非化粧仕上げ、低化粧仕上げ、放電加工仕上げ、ビーズブラストテクスチャ加工、そしてハイエンド金型研磨仕上げをご用意しております。
標準仕上げ(最も安価なものから最も高価なものまで):
| PM-F0: | 非化粧仕上げ:Protomoldの裁量による仕上げ |
| PM-F1: | 低美観:ほとんどの工具痕が除去されている |
| PM-F2: | 非装飾的:プロトモールドの裁量、EDM仕上げおよび/またはツールマークは許可されます |
| SPI-C1: | 600番砥石、10~12Ra |
| PM-T1: | プロトモールドテクスチャ、SPI-C1に続いて軽いビーズブラスト |
| PM-T2: | プロトモールドテクスチャ、SPI-C1に続いて中程度のビーズブラスト |
| SPI-B1: | 600番紙、2~3Ra |
| SPI-A2: | グレード2 ダイヤモンドバフ、1-2 Ra |
表中の「PM」はクイックターン射出成形プロセスに合わせて調整された表面仕上げを示し、SPI (プラスチック工業協会) は業界標準の仕上げを示します。
半径
Proto Labsでは、お客様のパーツの金型を製作するために自動CNCフライス加工プロセスを採用しているため、パーツの角は鋭角ではなく丸みを帯びた形状になる場合があります。通常、モデルに変更を加える必要はありませんが、金型製作前に設計者にこれらの丸みについてご説明いたします。
エジェクタピン
Proto Labsの射出成形プロセスでは、様々なサイズのエジェクタピンを使用して、固化したプラスチック部品を金型から押し出します。これらのピンのサイズと配置は、部品設計への影響を最小限に抑えるよう選定されています。エジェクタピンのサイズは0.063インチ(1.6mm)から0.5インチ(12.7mm)まで様々ですが、0.063インチ(1.6mm)を超えるサイズが推奨されます。
アンダーカット
当社の成形プロセスは、部品形状におけるシンプルなアンダーカットをサポートします。最大サイドコア寸法:
| 幅 | 身長 | 引く |
| ≤ 8.419インチ | ≤ 2.377インチ | ≤ 2.900インチ |
| ≤ 213.84mm | ≤60.38mm | ≤73.66mm |
材料
Proto Labsは、様々な用途や業界に多様なメリットをもたらす、射出成形用の熱可塑性樹脂を数百種類取り揃えています。材料一覧はこちらをご覧ください。
- ABS
- ABS/PC
- アセタール
- アセタール共重合体
- アセタールホモポリマー
- ETPU
- HDPE
- LCP
- 低密度ポリエチレン
- LLDPE
- ナイロン6
- ナイロン6/12
- ナイロン66
- PBT
- PC/PBT
- ピーク
- PEI
- ペット
- PETG
- PMMA
- ポリカーボネート
- ポリプロピレン
- PPA
- 個人用保護具/PS
- 追伸
- 追伸
- 電源ユニット
- SB
- TPE
- TPU
- TPV






