射出成形における小型ゲートの利点-1
Jul 23, 2020
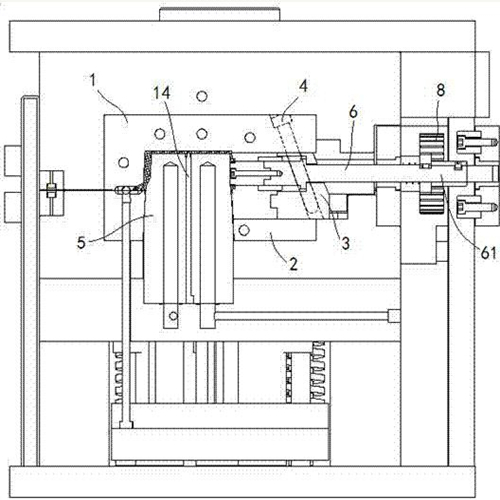
ゲートは、注湯システムにおいて非常に重要な材料流路です。主流路ゲートを除き、ほとんどのゲートは注湯システムの中で最も断面積が小さく、その値はランナー断面積のわずか3%~9%程度です。 ニュートン流動法則に従うプラスチック溶融物の場合、粘度はせん断速度に依存しないため、ゲート断面積を大きくすると流動抵抗が減少し、メルトフローレートが向上し、金型充填と成形品質が向上します。ニュートン流動法則に従わないほとんどのプラスチック溶融物の場合、ゲート断面積を小さくすると、多くの場合、メルトせん断速度が増加します。せん断熱の影響により、メルトの外観が発生します。粘度が大幅に低下すると、大断面ゲートよりも金型充填が容易になる可能性があります。小さなゲートで成形するときに流動抵抗が増加することによって発生する圧力降下については、一定の範囲内で射出圧力を上げることで補償できます。一般的に、射出成形に小さなゲー...