射出成形とブロー成形
Sep 18, 2019
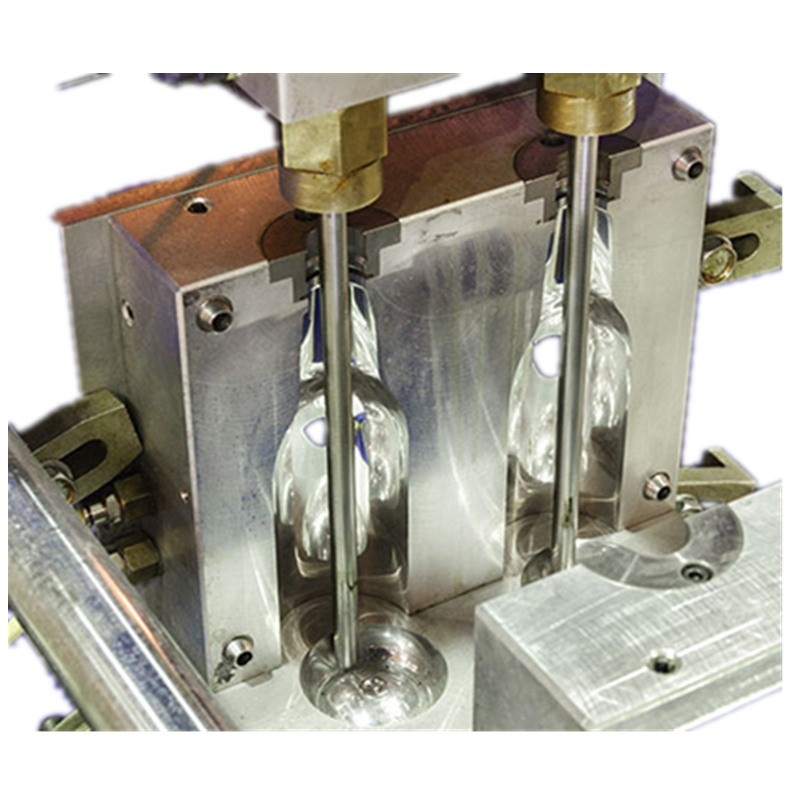
プラスチック成形とは、合成樹脂を用いて最終的なプラスチック製品を製造するプロセスです。成形方法には、圧縮成形(成形)、押出成形(押し出し成形)、射出成形(射出成形)、ブロー成形(中空成形)などがあります。射出成形とブロー成形の成形プロセスを区別してみましょう。 (1)射出成形:射出成形とは、熱可塑性樹脂の溶融樹脂を射出成形機(または射出成形機)を用いて高圧下で金型内に注入し、冷却固化させることで製品を得る方法です。また、熱硬化性プラスチックや発泡プラスチックの成形にも用いられます。 (2)ブロー成形:ブロー成形は、金型内に封入された高温の樹脂パリソンを圧縮空気の圧力で膨らませ、中空の製品に成形する方法です。フィルム製造、各種ボトル、樽、鍋、子供用玩具などがブロー成形によって製造されます。 Green Vitality Moldは、自動車用プラスチック部品の大手メーカーです。自動車ランプ、椅...