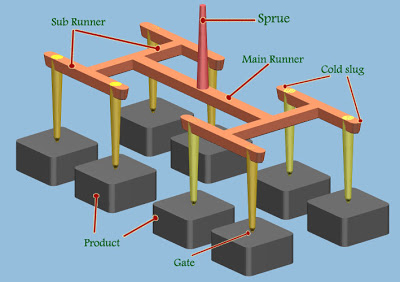
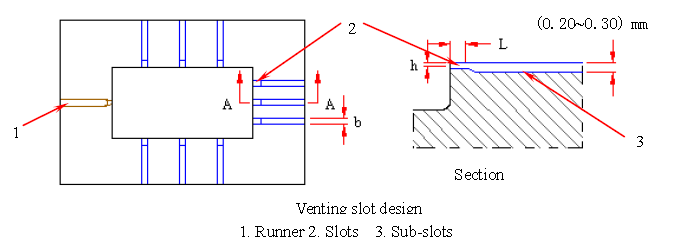
プラスチック射出成形金型のベント方法
Nov 25, 2019
今日は、プラスチック射出成形金型のいくつかの通気方法について説明します。 1. ゲートベント。 2. パーティング面のベント。 3. 挿入し、ピンベントを挿入します。 インサートジョイントキャビティまたはコアの場合、分割ギャップによって通気できます。 4. エジェクタピンとエジェクタスリーブの通気。 エジェクタピンとスリーブはコアの対応する隙間で通気されます。 5. ポーセラックスの通気。 ポーセラックスは、球状粒状合金を焼結した材料です。プリハードン鋼は強度は劣るものの、組織が緩いためガスの通過が容易です。排気要件を満たすために、この合金を通気口となる箇所に配置する必要がありますが、底部通気口の直径は、キャビティ圧力による圧迫や変形を防ぐため、大きすぎないようにする必要があります。 6、換気が良好であること。 プラスチック溶融体の接合部の外側には、内部のガスを排出するための井戸が設けられ...