金型のエア抜き溝の適切な設計
Jan 04, 2019
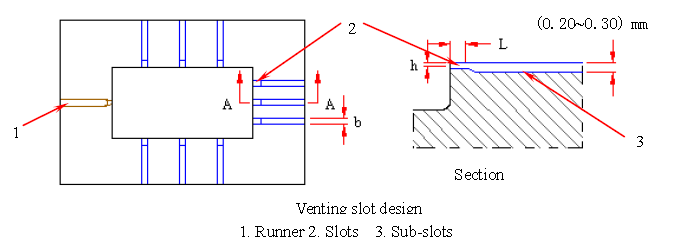
金型テストや製造時に、充填不足、圧縮空気の燃焼、部品内部の高内部応力、表面に流れ跡や溶接線が現れるなどの問題が発生します。 これらの問題を解決または回避するには、まず射出成形プロセスを調整し、金型ゲートも考慮する必要があります。射出成形プロセスとゲートに問題がない場合、この問題を解決する主な方法は、金型にエア抜き溝を設けることです。 エア抜きの主な機能は次のとおりです。 1. 金型を射出する際に金型キャビティ内の空気を除去します。 2. プラスチックコンパウンドの加熱プロセスで生成されるあらゆる種類のガスを除去します。 エア抜き溝を作る際には、2つの点に注意する必要があります。 1. 溝のサイズは、排出時に材料がスロットに溢れるのを防ぐ必要があります。 2. エア抜き溝の詰まりを防止します。...