収縮不良の実例分析(4)
Sep 23, 2019
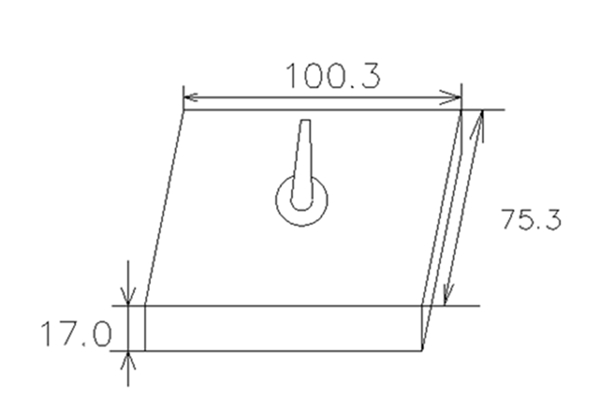
1. 基本情報: PMMAケース、収縮率 2.説明:型締力70トンの射出成形機(スクリュー径32mm、最大射出量115g:GP-PS)を使用して、重量179.6g、厚さ17mmの成形品を成形できるかどうかをテストします。主な問題は次のとおりです。(1)射出量が不十分です。この問題を解決するために、フロー成形+射出成形で解決しようとします。(2)成形品の厚さは17mmで、製品の角の収縮を回避できるかどうかをテストできます。 角の部分だけを見ると、厚みが大きく異なります。そのため、内側では若干の収縮が発生しています。この部分の収縮を解消する方法を検証しました。写真をご覧ください。 3. 改善プロセス:一般的な成形方法では、17mmのコーナー厚の収縮を解決できませんでした。そこで、Heat&Cool(金型温度120~85℃)を使用する方法で解決しました。C/Tは6分です。この時の加熱・冷却制御プ...