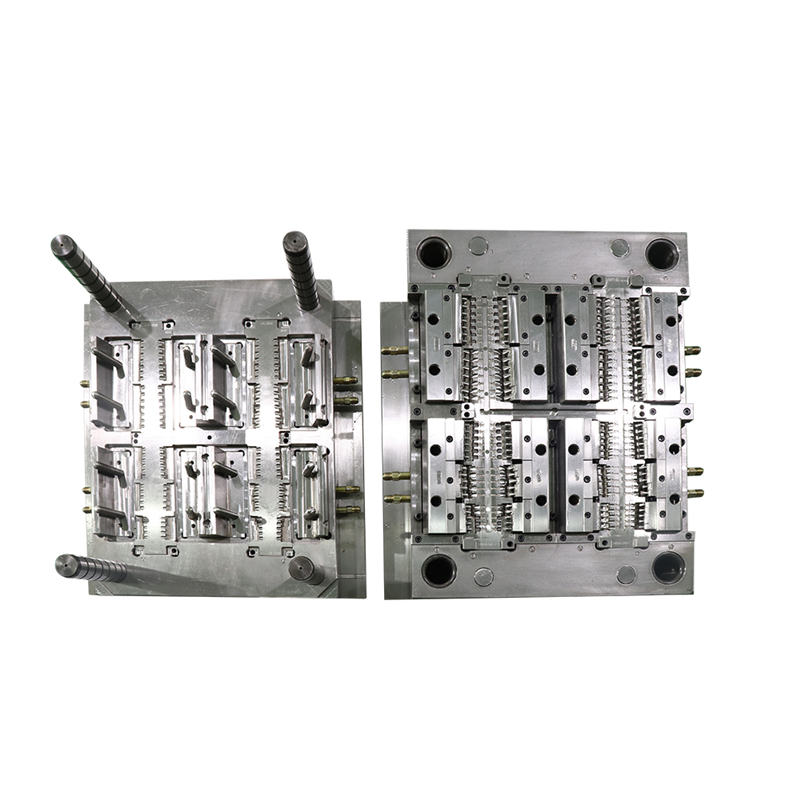
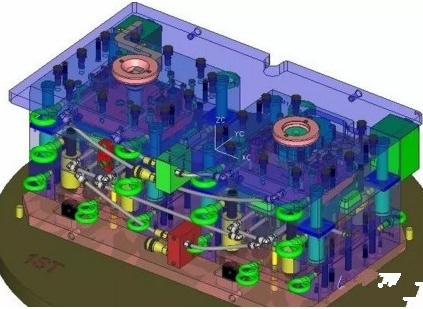
2色金型設計と射出成形チップ
Mar 20, 2020
1. キャビティとコアの水回路は、可能な限り充実し、バランスが取れるように設計されています。 2. キャビティが中心から 180° 回転した後、コアと一致する必要があります。 3. 通常は、最初に硬いゴム部分を注入し、次に柔らかいゴム部分を注入します。柔らかいゴムは変形しやすいためです。 4. 三板金型のノズルは、自動脱型設計が望ましい。特に、ソフトグルーノズルの脱型動作が信頼できるかどうかに注意する必要がある。 5. 2色成形射出成形機の最大金型厚さ、最小金型厚さ、KO穴距離などのパラメータデータを慎重に確認してください。 6. 射出成形の際、最初の射出成形品のサイズを若干大きめにすることで、2 回目の成形時に別のキャビティでしっかりと押し付けることができ、シール効果が得られます。 7. 2回目の射出成形時に、樹脂の流れが最初に成形された製品に衝撃を与え、樹脂の位置が変形する可能性につい...