射出成形製品の衝撃パターンの原因分析
Sep 23, 2019
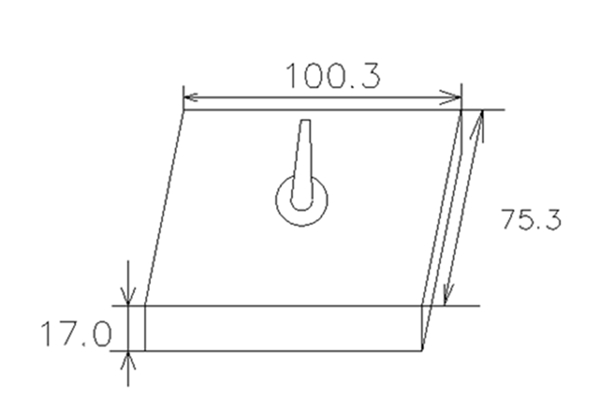
PSなどの硬質プラスチック部品は、ゲート付近の表面に、ゲートを中心にして密な波状構造を形成します。これはショックパターンと呼ばれることもあります。これは、溶融粘度が高すぎて金型が滞留した状態で充填されると、前端の材料がキャビティ表面に接触するとすぐに急速に凝縮・収縮し、後続の溶融材料が収縮した冷間材料を膨張させてプロセスを継続するためです。この一定の交互作用により、流れは前方向に表面粒子を形成します。 解決: (1)バレル温度、特にノズル温度を上げ、金型温度を上げる。 (2)射出圧力と射出速度を上げて、モデルのキャビティ内を素早く充填します。 (3)ランナーとゲートのサイズを改良し、過度の抵抗を防ぐ。 (4)金型の排気は良好で、十分な大きさの冷井戸を設置する必要がある。 (5)部品を薄く設計しすぎない...