Õ░äÕć║ķƤÕ║”Ńü«ŃāŚŃāŁŃé░Ńā®ŃāĀÕłČÕŠĪ
Apr 26, 2019
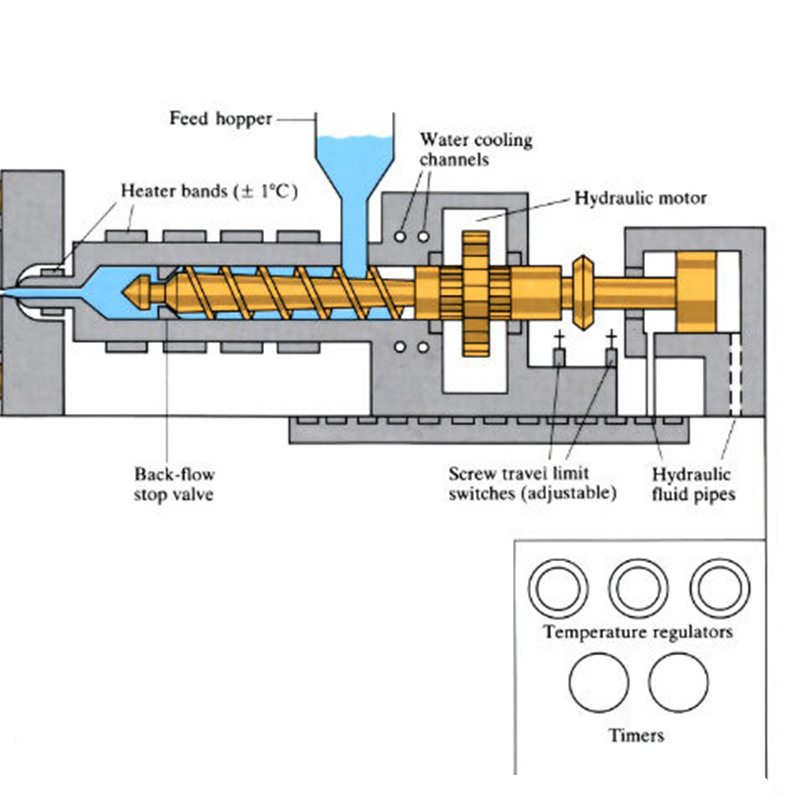
Õ░äÕć║ķƤÕ║”Ńü«ŃāŚŃāŁŃé░Ńā®ŃāĀÕłČÕŠĪŃü©Ńü»ŃĆüŃé╣Ńé»Ńā¬ŃāźŃā╝Ńü«Õ░äÕć║Ńé╣ŃāłŃāŁŃā╝Ńé»ŃéÆ3’Į×4µ«ĄķÜÄŃü½ÕłåÕē▓ŃüŚŃĆüÕÉ䵫ĄķÜÄŃü½ŃüŖŃüäŃü”ķü®ÕłćŃü¬Õ░äÕć║ķƤÕ║”ŃéÆĶ©ŁÕ«ÜŃüÖŃéŗŃüōŃü©Ńü¦ŃüÖŃĆéõŠŗŃüłŃü░ŃĆüµ║ČĶ׏µ©╣ĶäéŃüīŃé▓Ńā╝ŃāłŃéÆķĆÜķüÄŃüŚÕ¦ŗŃéüŃéŗķÜøŃü½Ńü»Õ░äÕć║ķƤÕ║”ŃéÆõĮÄõĖŗŃüĢŃüøŃĆüÕģģÕĪ½ÕĘźń©ŗŃü¦Ńü»ķ½śķƤÕ░äÕć║ŃéÆĶĪīŃüäŃĆüÕģģÕĪ½Õ«īõ║åµÖéŃü½ķƤÕ║”ŃéÆõĮÄõĖŗŃüĢŃüøŃüŠŃüÖŃĆéŃüōŃü«ŃéłŃüåŃü¬µ¢╣µ│ĢŃü½ŃéłŃéŖŃĆüŃāÉŃā¬Ńü«ńÖ║ńö¤ŃéÆķś▓µŁóŃüŚŃĆüŃāĢŃāŁŃā╝Ńā×Ńā╝Ńé»ŃéÆĶ¦ŻµČłŃüŚŃĆüĶŻĮÕōüŃü«µ«ŗńĢÖÕ┐£ÕŖøŃéÆõĮĵĖøŃüÖŃéŗŃüōŃü©ŃüīŃü¦ŃüŹŃüŠŃüÖŃĆé
õĮÄķƤÕģģÕĪ½Ńü¦Ńü»µĄüķćÅŃüīÕ«ēÕ«ÜŃüŚŃü”ŃüŖŃéŖŃĆüĶŻĮÕōüŃéĄŃéżŃé║Ńééµ»öĶ╝āńÜäÕ«ēÕ«ÜŃüŚŃü”ŃüŖŃéŖŃĆüÕżēÕŗĢŃüīÕ░ÅŃüĢŃüÅŃĆüĶŻĮÕōüŃü«Õåģķā©Õ┐£ÕŖøŃüīõĮÄŃüÅŃĆüĶŻĮÕōüŃü«Õåģķā©Õ┐£ÕŖøŃü©Õż¢ķā©Õ┐£ÕŖøŃüīÕØćõĖĆŃü½Ńü¬ŃéŗÕéŠÕÉæŃüīŃüéŃéŖŃüŠŃüÖ’╝łŃü¤Ńü©ŃüłŃü░ŃĆüŃāØŃā¬Ńé½Ńā╝Ńā£ŃāŹŃā╝ŃāłĶŻĮÕōüŃéÆÕøøÕĪ®Õī¢ńéŁń┤ĀŃü½µĄĖŃüŚŃĆüķ½śķƤŃü¦Õ░äÕć║µłÉÕĮóŃüÖŃéŗŃü©ŃĆüķā©ÕōüŃüīÕē▓ŃéīŃéŗÕéŠÕÉæŃüīŃüéŃéŖŃüŠŃüÖŃüīŃĆüõĮÄķƤŃü¦Ńü»Õē▓ŃéīŃüŠŃüøŃéō’╝ēŃĆé
µ»öĶ╝āńÜäķüģŃüäÕģģÕĪ½µØĪõ╗ČŃü¦Ńü»ŃĆüµĄüŃéīŃü«µĖ®Õ║”ÕĘ«ŃĆüńē╣Ńü½Ńé▓Ńā╝ŃāłÕēŹÕŠīŃü«µØɵ¢ÖŃü«µĖ®Õ║”ÕĘ«ŃüīŃĆüÕ╝ĢŃüæÕĘŻŃéäķÖźµ▓ĪŃü«ńÖ║ńö¤ŃéÆķś▓ŃüÉŃü«Ńü½ÕĮ╣ń½ŗŃüĪŃüŠŃüÖŃĆéŃüŚŃüŗŃüŚŃĆüÕģģÕĪ½µÖéķ¢ōŃüīķĢĘŃüäŃü©ŃĆüÕ▒żķ¢ōÕēźķøóŃéäµ║ȵğõĖŹĶē»ŃüīńÖ║ńö¤ŃüŚŃéäŃüÖŃüÅŃü¬ŃéŖŃĆüÕż¢Ķ”│Ńü½ÕĮ▒ķ¤┐ŃéÆõĖÄŃüłŃéŗŃüĀŃüæŃü¦Ńü¬ŃüÅŃĆüµ®¤µó░ńÜäÕ╝ĘÕ║”ŃééÕż¦Õ╣ģŃü½õĮÄõĖŗŃüŚŃüŠŃüÖŃĆé
ķ½śķƤÕ░äÕć║ŃéÆĶĪīŃüåŃü©ŃĆüµĄüÕŗĢķƤÕ║”ŃüīķƤŃüÅŃü¬ŃéŖŃüŠŃüÖŃĆéķ½śķƤÕģģÕĪ½ŃüīµłÉÕŖ¤ŃüÖŃéŗŃü©ŃĆüµ║ČĶ׏µ©╣ĶäéŃüīŃéŁŃāŻŃāōŃāåŃéŻŃéÆń┤ĀµŚ®ŃüÅÕģģÕĪ½ŃüŚŃĆüµØɵ¢ÖµĖ®Õ║”Ńü«õĮÄõĖŗŃüīÕ░æŃü¬ŃüÅŃĆüń▓śÕ║”Ńü«õĮÄõĖŗŃüīÕ░æŃü¬ŃüÅŃĆüÕ░äÕć║Õ£¦ÕŖøŃéÆõĮ┐ńö©Ńü¦ŃüŹŃéŗŃü©ŃüäŃüåŃāøŃāāŃāłŃāüŃāŻŃā╝ŃéĖŃü«ÕÅ»ĶāĮµĆ¦Ńüīķ½śŃüŠŃéŖŃüŠŃüÖŃĆéŃāóŃā╝ŃāĆŃā½ŃāØŃāåŃā│ŃéĘŃāŻŃā½ŃĆéķ½śķƤÕģģÕĪ½Ńü»ŃĆüķā©ÕōüŃü«Õģēµ▓óŃü©µ╗æŃéēŃüŗŃüĢŃéÆÕÉæõĖŖŃüĢŃüøŃĆüŃéĘŃā╝ŃāĀŃā®ŃéżŃā│ńÅŠĶ▒ĪŃü©Õ▒żķ¢ōÕēźķøóŃéÆĶ¦ŻµČłŃüŚŃĆüÕ░ÅŃüĢŃü¬ń¬¬Ńü┐ŃéÆńĖ«Õ░ÅŃüŚŃĆüĶē▓ŃéÆÕØćõĖĆŃü½ŃüŚŃĆüÕż¦ķā©ÕłåŃü«ķā©ÕōüŃü«ÕģģÕĪ½ŃéÆńó║õ┐ØŃü¦ŃüŹŃüŠŃüÖŃĆéŃü¤ŃüĀŃüŚŃĆüĶŻĮÕōüŃü«µ▓╣ÕłåŃéäµ│Īń½ŗŃüĪŃĆüŃā»Ńā╝Ńé»ŃāöŃā╝Ńé╣Ńü«ķ╗äŃü░Ńü┐ŃüīńÖ║ńö¤ŃüŚŃéäŃüÖŃüÅŃĆüŃé║Ńā╝ŃāĀŃüīńä╝ŃüæŃü¤ŃéŖŃĆüĶä▒Õ×ŗŃüīÕø░ķøŻŃü½Ńü¬ŃüŻŃü¤ŃéŖŃĆüÕģģÕĪ½ŃüīõĖŹÕØćõĖĆŃü½Ńü¬ŃüŻŃü¤ŃéŖŃüÖŃéŗÕÅ»ĶāĮµĆ¦ŃüīŃüéŃéŖŃüŠŃüÖŃĆéķ½śń▓śÕ║”ŃāŚŃā®Ńé╣ŃāüŃāāŃé»Ńü«ÕĀ┤ÕÉłŃĆüµ║ČĶ׏µ©╣ĶäéŃüīńĀ┤ĶŻéŃüŚŃü”ķā©ÕōüŃü«ĶĪ©ķØóŃü½µøćŃéŖńé╣ŃüīńÖ║ńö¤ŃüÖŃéŗÕÅ»ĶāĮµĆ¦ŃüīŃüéŃéŖŃüŠŃüÖŃĆé