一般的な射出成形製品の欠陥と解決策-10
May 15, 2020
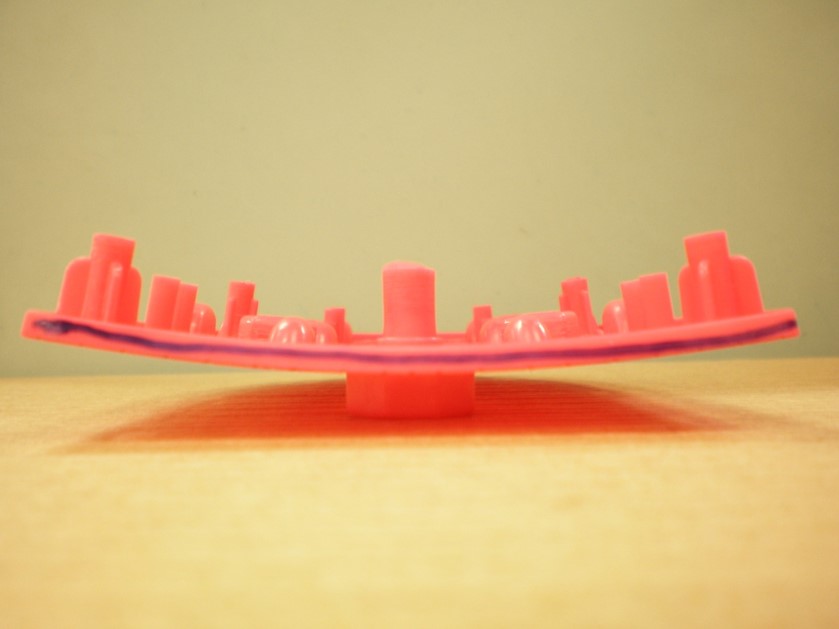
製品の反り
理由:
1. 製品のデザインが不合理です。
2. 製品が厚すぎます。
3. 冷却が不均一。
4. 射出圧力が高すぎる。
5. 入水の設計が不合理です。流れの方向によって収縮の度合いが異なります。
6. アンダーカットが多すぎる。
7. 指ぬきだけでは不十分です。
8. 金型キャビティが熱すぎる。
9. 材料充填の反転。
10. 不合理な材料選択。

解決:
1. 冷却時間を長くします。
2. 保持時間を長くします。
3. 射出圧力を増減します。
4. 金型温度を上げるか下げます。
5.製品の変形方向に応じて、前後の金型温度を異なるように設定する(金型温度が高い側の方が変形しやすい)
6. 多段階の保持圧力を使用し、保持圧力を高から低、または低から高に設定します。