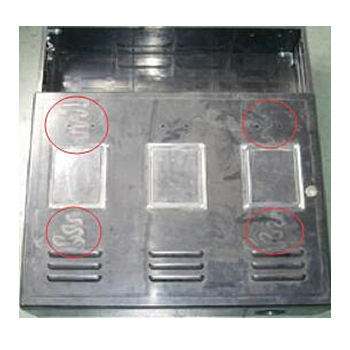
プラスチック部品を射出成形する際、ゲートは小さく、金型キャビティの空間は比較的広くなります。この時、樹脂は金型キャビティフレーム全体に完全に注入される前に冷却されます。そのため、部品表面には蛇が這うように流れるような跡が残ります。これが本日ご紹介した「蛇紋」です。
この問題を解決するには、射出速度を適切に低下させ、樹脂直打ちゲートの反対側壁における逆パッキング現象を最小限に抑える必要があります。以下に、スネークマークの検査と解決のための解決策をいくつか示します。
1. 金型の温度を上げて溶融状態を改善する
2.加熱シリンダーの温度を上げる
3. ノズル温度を上げる
4. ゲート付近での射撃速度を落とす
5.ゲート部の面積を増やす
ゲートの断面積が増加すると、ゲートを通過する樹脂の流速もそれに応じて遅くなり、射出速度を低下させる効果が期待できます。
6. ゲートの位置を変更する
7. ゲートタイプの確認
サイドゲート、ファンゲートなど幅広いゲートタイプを検討可能です。

















