プラスチック成形部品の欠陥に関する考察
Apr 30, 2020
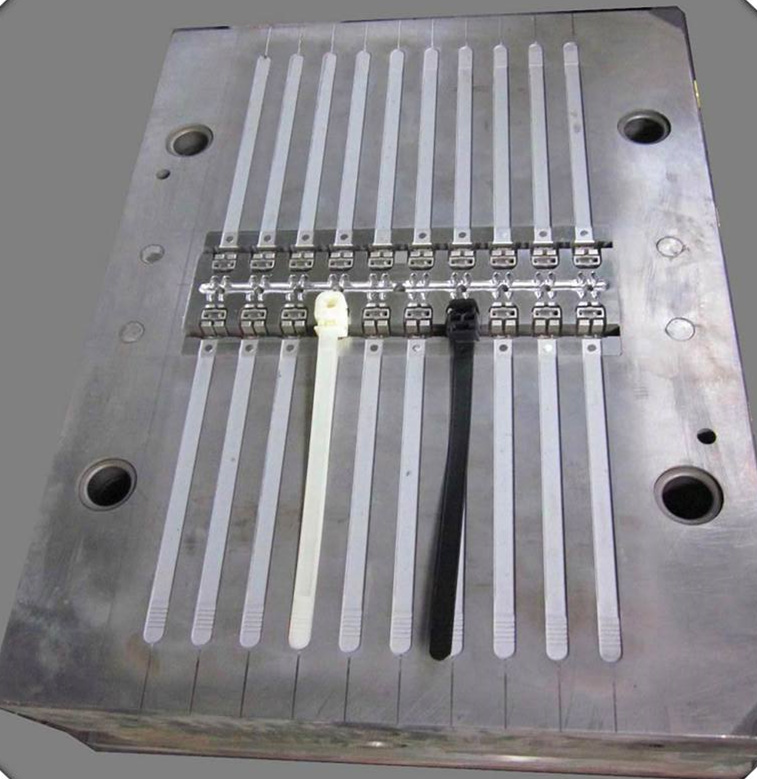
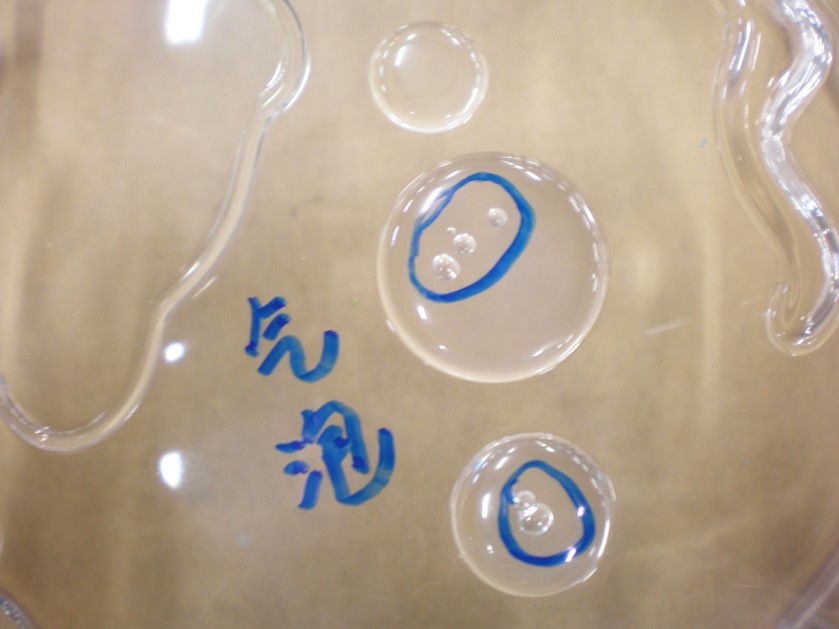
今日は火傷跡の注入欠陥についてお話します。 1. 換気が不十分で、キャビティ内の残留ガスが断熱圧縮により高温になる 2.キャビティの表面は、少量のプラスチックが容易に付着するほど滑らかではなく、高温で焦げやすく、その後溶融物に混ざります。 3. 溶融温度が高すぎる 4. 射出圧力が高すぎる 5. 注入速度が速すぎる 6. 可塑化速度が速すぎる 7. 背圧が高すぎる 8. バレルとノズルに蓄積がある 9. 射出成形機の容量が大きすぎる、または射出スクリューと成形材料の形状が適切でない 10.リサイクル材料を過剰に追加すると、リサイクル材料には不純物が多く含まれているため、コークス化が起こりやすくなります。 11. 樹脂のメルトインデックスが大きすぎる 12. 原料に水分と揮発分が多すぎるため、発生した大量のガスを時間内に排出できない...