一般的な射出成形製品の欠陥と解決策-5
Jan 16, 2020
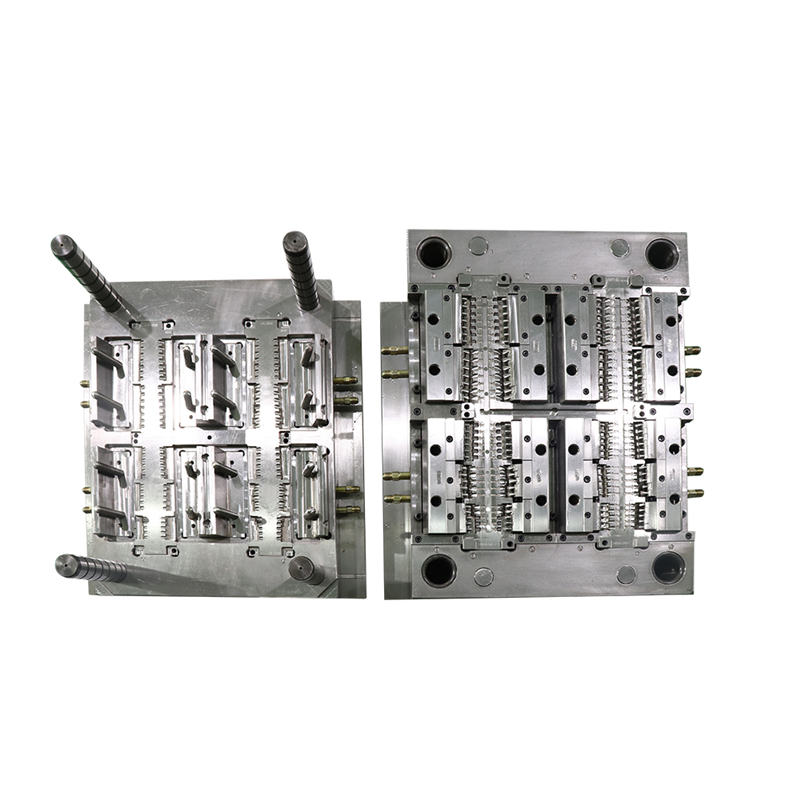
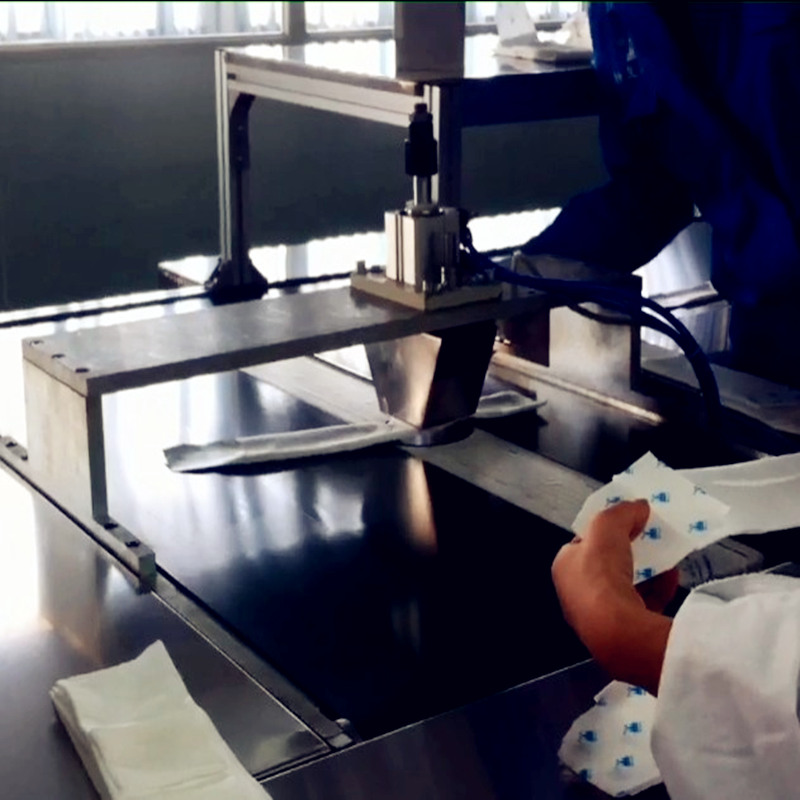
ジェッティング 理由: 1. 注入速度が遅すぎるか速すぎる。 2.射出圧力が低すぎる。 3.保持時間が長すぎます。 4.金型の冷却が不均一であった。 5.金型ゲート付近の温度が低い。 6.金型表面温度が低すぎる。 7.金型ゲートサイズが小さすぎます。 8.ゲート位置の設計が合理的ではありません。 9.ゲートフローが長すぎます。 10.溶融温度が低すぎます。 解決: 1.射出速度を下げる(多段射出)。 2 材料温度を上げ、金型温度を上げます。 3.ゲートの深さを改善する 4.代わりにファンゲートを使用します。 Green Vitality Moldは、自動車用プラスチック部品の大手メーカーです。自動車ランプ、椅子などの射出成形金型を提供しています。 自動車部品のプラスチック射出成形 。 ここをクリック!...